
Tarkastelussa luonnonmukaisen avaimet käteen -siipikarjateurastamon taustalla oleva teknologia
SKA srl valmistaa luonnonmukaiseen maatalouteen siipikarjajärjestelmiä, jotka mahdollistavat korkean tuoteräätälöinnin hyödyntämällä Prima Powerin innovatiivista tekniikkaa.
Night Train -automaattivarastoyksikkö sekä siihen liitetty Shear Geniusin ja taivutusrobottijärjestelmän yhdistelmä, joka käsittää Fast Bend FBe -taivutusautomaatin ja EP 1030 -särmäyspuristimen, ovat kulmakiviä vaihtelevissa tuotantotehtävissä. Niissä tarvitaan korkeaa suorituskykyä ja tuottavuutta sekä joustavuutta ja monipuolisuutta, jotta tuotannon muutoksia voidaan hallita tehokkaasti.
Kun olet ostamassa luonnonmukaisesti tuotettuja kananmunia supermarketissa, kuinka usein olet nähnyt mielessäsi perinteisen maatilan, jonka pihalla vipeltää iloisia kanoja? Itse ajattelen niin joka kerta, kun näen pakkauksessa maininnan luomutuotannosta. Todellisuus on kuitenkin erittäin kaukana tästä idyllisestä mielikuvasta, vaikka se ei onneksi ole liian kaukana ainakaan eläinten hyvinvoinnin kannalta. Tästä on kiittäminen SKA:n kaltaisia toimijoita, jotka ovat aina valmistaneet innovatiivisia ja huippuluokkaisia laitteita siipikarjan ja kaniinien kasvatuksen toimialalle. Tässä tuotantoympäristössä tuotannon asettamat vaatimukset ovat näennäisesti melko yksinkertaiset, mutta kuten jäljempänä huomaamme, asiaan liittyy koko lailla ongelmia metallilevykomponenttien työstön osalta, eivätkä ne ole lainkaan vähäpätöisiä. Nämä ongelmat ovat seurausta ihailtavasta ja ihmisystävällisestä valinnasta luoda etäisyyttä kaikkeen, joka liittyy vähäisessäkään määrin tehotuotantoon. Tämä päätös sai Vicenzan maakunnassa Italiassa toimivan Sandrigon toimimaan tuotantoprosessien automatisoinnin edistämiseksi. Yritys pitää sitä ainoana tehokkaana tapana vastata tuotannon räätälöinnin tarpeisiin ja samalla mahdollistaa ylivertainen laatu. Tuotantoprosessien automatisoinnin ja sen tarjoamat mahdollisuudet varmistaa ja takaa myös yrityksen kymmenen vuotta sitten valitsema teknologiakumppani Prima Power.
SIIPIKARJATEURASTAMOT AVAIMET KÄTEEN -PERIAATTEELLA
SKA srl on toiminut siipikarja-alalla vuodesta 1954 ja tuottaa kaikkea luonnonmukaiseen viljelyyn liittyvää. Vuonna 2011 se hankki yritysoston kautta Trevisossa toimivan Meneghin-yrityksen, minkä ansiosta se valmistaa myös laitteita kaniinien kasvatukseen. Vuosien mittaan syntynyt päätös panostaa pelkästään luonnonmukaisiin laitoksiin on tehnyt SKA:sta asiantuntevan yhteyspisteen johtaville italialaisille ja kansainvälisille konserneille, ja samalla se voi antaa suoraa tukea pienemmille maatiloille.
”Perustamisestamme lähtien olemme aina kulkeneet vastavirtaan verrattuna moniin muihin alalla toimiviin yrityksiin, ja panostamalla perinteisesti siipikarjateurastamojen räätälöintiin olemme onnistuneet erottautumaan joukosta ja rakentamaan erittäin teknisen liiketoimintarakenteen ajan mittaan – samalla olemme kuitenkin aina olleet kasvattajien tukena”, SKA-konsernin puheenjohtaja Dino Pozzato sanoo.
”Suora vuoropuhelu asiakkaan kanssa on antanut meille edellytykset saada kokemusta luonnonmukaisten maatilojen hoidosta ja niihin liittyvien ongelmien ratkaisemisesta. Esimerkiksi syöttö-, kastelu-, valaistus- ja ilmastointijärjestelmämme on suunniteltu varmistamaan eläinten hyvinvointi ja voimassa olevien määräysten noudattaminen. Materiaalit ovat kestäviä ja hygieenisiä, ja laitteiden komponentit on helppo saada esille perusteellista puhdistusta varten. Laaja tuotevalikoima sopii broilereille, muniville kanoille, kalkkunoille ja siitoslinnuille sekä ankoille ja viiriäisille, minkä ansiosta pystymme täyttämään kaikki tarpeet.”
TEHOKASTA TUOTTEEN VAIHDON HALLINTAA
Mutta miten SKA liittyy Prima Poweriin? Se on sanomattakin selvää, kun mietitään, kuinka monta metallilevykomponenttia siipikarjateurastamossa on. Prosessointiongelmat, jotka aiheutuvat tuotteiden räätälöinnistä ja vain luonnonmukaiseen ja eettiseen siipikarjan kasvatukseen keskittymisestä, ovat kuitenkin tavallisia ja ilmiselviä. Asiasta kertoo meille SKA:n laitoksen johtaja Diego Pozzato: ”Me tarjoamme kaiken kattavan avaimet käteen -palvelun kanalasta sisäisiin järjestelmiin, viimeiseen yksityiskohtaan asti suunniteltuna. Pystymme tukemaan kasvattajia tehokkaasti auttamalla heitä löytämään konkreettisia vastauksia ja ratkaisuja joka ikiseen tarpeeseen. Keräämme hyödyllisiä tietoja ja teemme rakenteellisia laskelmia teknisiä piirustuksia varten. Samalla kerromme jokaisesta vaiheesta asiakkaalle ja suosittelemme tiettyjä laitteita. Pyrimme havaitsemaan sopivimman ratkaisun viitestandardien ja farmin tyypin perusteella. Tavoitteemme on tehdä hallinnasta käytännöllisempää ja parantaa tuottavuutta. Oma tekninen toimistomme varmistaa välittömän siirtymän tuotteen suunnittelusta tuotantoon.
Mutta erityisesti luonnonmukaista kasvatusta varten suunniteltuja laitoksia tehtäessä määrät ovat pienempiä tehotuotantoon verrattuna. Tällöin laatu asetetaan määrän edelle, ja eläinten hyvinvointi on etusijalla pelkkään taloudelliseen intressiin nähden, sillä eläinten määrä on huomattavasti pienempi. Siksi tällaista laitosta varten toimitettavat laitteetkin ovat erilaisia. Tällöin tuotamme suuria määriä sarjoja, mutta yllättävän pieninä erinä. Eri kasvattajien vaatimusten mukaisten laitteiden toimittamisessa on oltava melko joustava, koska mukana on niin monia muuttujia alkaen kasvatettavien kanojen tyypistä, sillä esimerkiksi niiden koko määrittää käyttöön otettavien laitteiden valinnan. Tämän takia meidän tuotantomme täytyy suoriutua hyvin ja tuottavasti ja olla samalla joustava ja mukautumiskykyinen, jotta tuotteen vaihdon hallinta sujuisi tehokkaasti.”
Ajan mittaan muodostettu synergistinen suhde
SKA on Prima Powerin pitkäaikainen asiakas. Suhde alkoi vuonna 1998 F5-lävistyskoneella, jossa oli lastaus-/purkutoiminto. Tämän jälkeen tehtiin edistyksellinen loikka Shear Genius -koneeseen, yhdistettyyn lävistys- ja leikkauskoneeseen, joka yhdistettiin sitten Night Train
-automaattivarastoyksikköön. Hiljattain varastoyksikköön yhdistettiin myös taivutusrobottisaareke, joka koostuu Fast Bend FBe 5 -taivutusautomaatista, EP 1030 -särmäyspuristimesta ja antropomorfisesta robotista.
”Vuodesta 1998 alkaen valintamme on ollut johdonmukaisesti Prima Power”, Diego Pozzato painottaa. ”Olimme edelläkävijöitä F5-lävistyskoneen käytössä, ja vuonna 2011 vaihdoimme sen nykyiseen SGe6-koneeseen, johon lisäsimme Night Train -automaattivarastoyksikön vuonna 2017 sekä integroidun taivutusrobottijärjestelmän vuonna 2019. Arvioimme parhaillaan joustavan valmistusjärjestelmämme täydentämistä laserleikkausjärjestelmällä, joka sopisi parhaiten metallilevytyöstötarpeisiimme, vaikka meillä on jo jatkuva, optimoitu ja tehokas työnkulku, joka on suunnittelu yhteistyössä Prima Powerin kanssa. Konkreettinen esimerkki on taivutusrobottisolu, jonka asensimme vuoden 2020 alussa. Aluksi ajatuksenamme oli ostaa automaattinen panelointikone, mutta arviointivaiheessa me havaitsimme, ettei se olisi ihanteellinen ratkaisu työhömme. Niinpä valitsimme tämän ratkaisun, jossa yhdistyvät parhaalla tavalla tehokkaan sähköservokäyttöisen taivutusautomaatin sekä nykyaikaisen sähköisen taivutuskoneen potentiaali. Näiden kahden tekniikan yhdistelmän ansiosta voimme suorittaa kaikki prosessit mahdollisimman nopeasti ja tehokkaasti.”




MAKSIMAALINEN PROSESSIN TEHOKKUUS
SKA on aina uskonut tuotantoprosessien automatisointiin, jota pidetään ainoana tehokkaana tapana hallita suurta räätälöinnin tarvetta. Tuotannolle on ominaista suuret sarjat, mutta ei suuret määrät. ”Kyse ei ole 15 kappaleesta, mutta ei 100 000 kappaleestakaan”, Diego Pozzato sanoo. Taivutusvaiheen huomattava automatisoinnin tarve kumpuaa siis siitä, että Shear Geniusin erinomainen monikäyttöisyys ja tuottavuus yhdistettynä Night Train -varastoyksikköön loi eräänlaisen pullonkaulan osien leikkaus- ja lävistysvaiheen jälkeen.
”Aiempia järjestelmiä käyttäessämme”, Diego Pozzato kertoo, ”pystyimme helposti taivuttamaan noin 60 % tuotannostamme, mikä käytännössä sai aikaan pullonkaulan. Koska tavoitteena oli saada aikaan jatkuva, sujuva ja tehokas tuotannon kulku, josta puhuimme aiemmin, päätimme täyttää tämän aukon tuottamalla puuttuvat 40 % tämänkaltaisella järjestelmällä. Yhdistämällä nämä kaksi taivutustekniikkaa parhaalla mahdollisella tavalla voimme taata ennen kokemattomat toiminnot, sillä voimme kattaa tällä tavoin 100 % taivutustarpeistamme. Tämä on uskomattoman toimiva ja kiinnostava ratkaisu, jossa kaksi erilaista taivutusjärjestelmää tuottaa kappaleita yhdessä: taivutusautomaatti käsittelee kaiken sen, mihin taivutuskone ei pysty, ja toisin päin. Tämä varmistaa eri kappaleiden parhaan toteutuksen. Erinomaisena etuna on se, että koko järjestelmää hallitaan offline-tilassa. Tämä tarkoittaa, että tekninen toimisto voi ajoittaa tuotannon käymään taustalla, kun solu vastaa valmistuksesta. Seisonta-aikoja on siis mahdollisimman vähän ja prosessin tehokkuus voidaan maksimoida.”
Soluun integroidut kaksi konetta pystyvät toimimaan sarjassa tai rinnakkain sikäli, että antropomorfinen robotti voi hallita kumpaakin konetta samanaikaisesti ja varmistaa, että kappale valmistetaan osittain taivutusautomaatilla ja viimeistellään taivutuskoneella, tai se voi hallita jompaakumpaa konetta toisen toimiessa rinnakkain manuaalisessa tilassa. Kyseessä on siis erittäin joustava ratkaisu. Sitä syöttää ulostuloasema vaunulla, joka tulee ulos Night Train -varastoyksiköstä, jossa puolivalmiit tuotteet ovat säilytyksessä. Kyseessä ei siis ole suora syöttö Shear Geniusista, vaan aina varastoyksiköstä, joten tässäkin saavutetaan paras mahdollinen joustavuus työnkulkujen hallinnassa. Niin sanottua lävistys- ja leikkausvaihetta ei välttämättä tarvitse tasapainottaa taivutukseen nähden myöhemmässä vaiheessa juuri siksi, että keskellä on varastoyksikkö, joka toimii välivarastona ja kerää muista verstaan koneista tulevat kappaleet.
INTEGROITU TAIVUTUSROBOTTIJÄRJESTELMÄ
”SKA:n käyttöön ottaman, Prima Powerin toimittaman integroidun taivutusrobottijärjestelmän aikaansaama tehokkuuden lisäys on seurausta juuri soluun sisältyvien koneiden ja robotin offline-ohjelmoitavuudesta. Tämä toimintatapa oli alalla poikkeuksellinen käännekohta, kun se esiteltiin vuonna 2018”, Prima Powerin ohuiden metallilevyjen liiketoiminnan kehityksen vanhempi johtaja Roberto De Rossi sanoo. ”Kyseessä on ratkaisu, jonka avulla voidaan saavuttaa maksimaalinen hyöty sijoituksesta, sillä järjestelmän tehokkuus on taattu niin pienten kuin suurtenkin erien tuotannossa. Tämä liittyy toiseen haasteeseen, jonka SKA asetti meille tavoitteeksi, eli yrityksen kaksinkertaisen tuotantoytimen optimaaliseen hallintaan”, De Rossi kertoo. ”Yrityksen tuotannolle on ominaista toistettavissa olevat elementit, joihin liittyy tietenkin suurempia vuosittaisia tuotantomääriä. Erien tuotanto suunnitellaan kätevästi ja toistettavasti säännöllisen viikkoaikataulun tai muiden vuoden mittaan ajoitettavien tyyppien mukaisesti. Lisäksi kuitenkin osassa tuotantoa täytyy pystyä ajamaan eriä pienemmillä määrillä, jotka on mukautettu nimenomaisesti yksittäisen asiakkaan tuotannon realiteetteihin.
Laitoksen joustavuuden parantamiseksi olemme hahmottaneet mahdollisuuden käyttää koneita perinteisellä tavalla, jolloin robotti voi luoda toistettavissa olevat kappaleet ja koneita voidaan käyttää standalone-tilassa manuaalista työstöä varten. Tämä muodosti lisähaasteen, sillä meidän täytyi sallia solun käyttö huolimatta siitä, että robotti vastasi kummastakin koneesta.
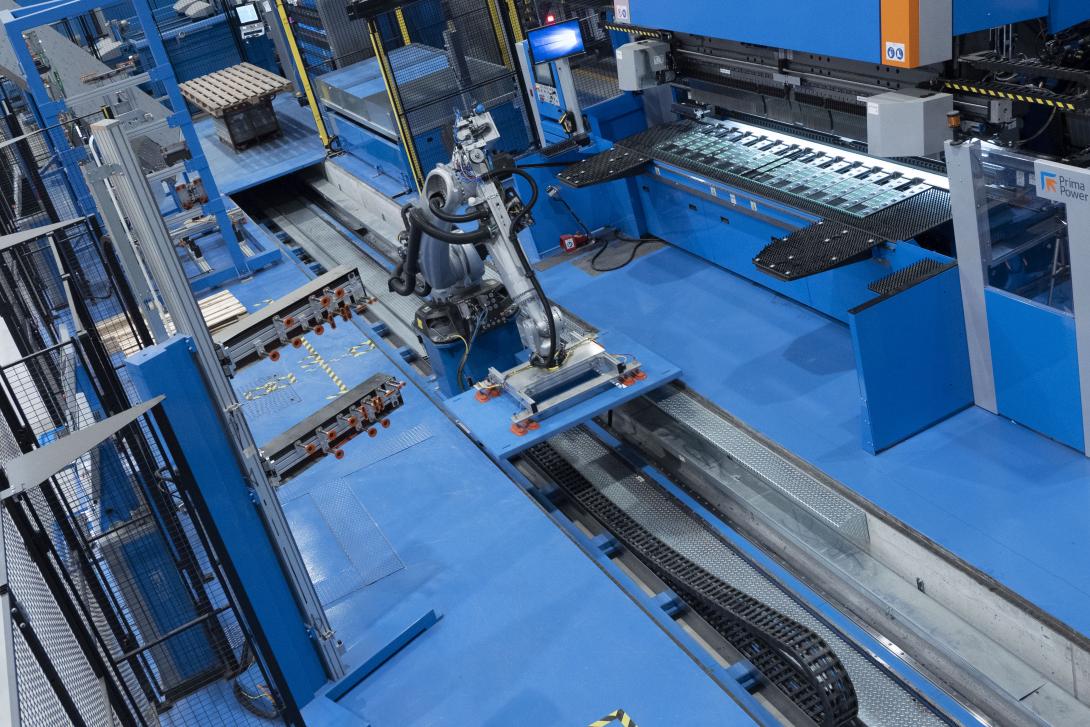
Hyödyntämällä sitä, että koneet ovat vierekkäin, keksimme ratkaisun, joka on myös huomattavan automaattinen. Siinä robotti voi liikkua (robotin seitsemäs akseli) 19 metrin radalla, joka on upotettu lattiaan. Tämän ansiosta osasto, johon robotti liukuu, voidaan myös sulkea tarvittaessa, jolloin käyttäjä saa pääsyn jompaankumpaan koneeseen tuotantovaiheessa mahdollisesti ilmenevien hätätilanteiden selvittämiseksi. Tässä erityistapauksessa kyse on erittäin pienistä määristä, jolloin robotista ei saisi lisäarvoa. Kiintoisaa on se, että tarvittaessa robotti valmistelee itsensä ja sulkee radan automaattisesti kulkuaukkojen kansilla. Joustavuutta parantaa lisäksi se, että FBe 5 -taivutusautomaattia voi käyttää manuaalisesti, kun eP 1030 toimii automaattisesti robotin alaisuudessa. Robotti voi käsitellä pienempiä kappaleita, jotka sijoitetaan suurina erinä astiaan, ja käytössä on hahmontunnistusjärjestelmä yksittäisen kappaleen tunnistamista varten.
TAIVUTUSKONE ON RIIPPUVAINEN PANELOINTIKONEESTA EIKÄ TOISIN PÄIN
Tässä vaiheessa on käynyt selväksi, että tuotannon hallinta on SKA:ssa aina optimaalista Night Train -varastoyksikön monien toimintojen ansiosta. Se muodostaa koko FMS:n todellisen tuotantoytimen, jonka ympärille Prima Powerin monet eri saarekkeet, automaattiset solut ja kaikki muut verstaan osastot hakeutuvat. Kun ajatellaan taivutusrobottisolun toimintaa, mikä on ratkaiseva tekijä, jonka perusteella järjestelmä tai järjestelmän ohjelmoija määrittää, mitkä kappaleet tehdään taivutuskoneella ja mitkä taivutusautomaatilla tai jopa missä kappaleissa käytetään kumpaakin konetta peräkkäin muodon aikaansaamiseksi? Diego Pozzato vastaa: ”Taivutusautomaatti on näistä kahdesta koneesta kätevämpi, sillä se mahdollistaa ylivertaiset taivutusnopeudet. Tietyt profiilit, kuten erityisen korkeita reunoja sisältävät C-muodot, tarkoittavat kuitenkin, että taivutuskone on ainoa mahdollinen vaihtoehto. Määräävä tekijä on siis valmistettava muoto ja sen mitat. Tekninen toimistomme ”muokkaa” erilaisia projekteja, joissa on suositeltavaa käyttää taivutusautomaattia, tai ainakin tutkii, mitkä muodot hyödyntävät näiden kahden koneen välisiä toiminnollisia synergioita. Samalla huomioidaan se, että eP 1030 -taivutuskone on riippuvainen panelointikoneesta ja toisin päin. Fast Bend -taivutusautomaatti on yhä paras valinta tuottavuuden ja joustavuuden kannalta. Ei ole yllättävää, että aluksi harkinnassamme oli yksittäinen taivutusautomaatti eikä nykyisen kaltainen integroitu taivutusrobottisolu. Päädyimme tähän vasta Prima Powerin kanssa tehdyn syvällisen ja yksityiskohtaisen arvion jälkeen. Siinä paljastui, että taivutusautomaatti ei sopinut kattamaan prosessointitarpeitamme täysin. Joidenkin kappaleiden muoto sai aikaan sen, että niitä ei voitu taivuttaa täysin Fast Bend -koneella, minkä takia päätimme lisätä sähköisen taivutuskoneen suomat mahdollisuudet ja monikäyttöisyyden.”
Sekä taivutuskone että taivutusautomaatti ovat sähköservokäyttöisiä. Tämä on tärkeä tekijä kahdesta syystä: ratkaisu alentaa kulutusta ja ennen kaikkea laitteet varmistavat äärimmäisen tarkkuuden ja toistotarkkuuden prosessoinnin aikana.




MANUAALINEN TAIVUTUSAUTOMAATTI SEKÄ LASTAUS JA PURKU ROBOTILLA
”Fast Bend FBe 5 -taivutusautomaatin valinta on meidän ja SKA:n välisen synergian ansiota”, Prima Powerin Etelä-Euroopan maajohtaja Cristiano Porrati kertoo. ”Koska yrityksen tuotannossa monet kappaleet ovat kapeita, perinteisten taivutusautomaattien tarrainmanipulaattori ei ole sopiva. Siksi tarvittiin jotain muuta, ja valinta osui ratkaisuun, joka on meille ominaisin tällä teknisellä segmentillä. Ratkaisu on joustavin ja sisältää erityisominaisuutena imukuppimanipulaattorin, joka oli SKA:lle erityisen tärkeä. Ensimmäisestä vaiheesta eli analysoinnista ja selvityksestä lähtien oli selvää, että Fast Bend voisi olla SKA:n tuotteelle sopivin kone, mutta sitä rajoitti manuaalinen keskinäislukitus. Fast Bendin automaatio onkin melko rajallinen, sillä se vain siirtää kappaleita eikä käännä niitä, lastaus- ja purkutoiminnot jäävät yleensä käyttäjälle, joka tässä erityistapauksessa on korvattu antropomorfisella robotilla. Tämän ansiosta Fast Bendistä tulee täysin automaattinen. Robotti liikkuu vapaasti koneen edessä 19 metriä pitkällä radallaan, minkä ansiosta se pystyy kattamaan sekä taivutuskoneen että taivutusautomaatin ja yltää helposti mille tahansa kolmesta taivutetun materiaalin purkualueesta. Näillä alueilla on kuormalavoille lastausta varten useita tiloja, joihin robotti voi jättää kuhunkin tilaan tarkoitetut kappaleet.
Tuotantolinjan layout sisältää tietenkin säilytyspaikan kappaleisiin tarttuville osille, jotka robotti vaihtaa täysin omatoimisesti käyttäen apunaan osien tuotantoluetteloa, jonka tekninen toimisto on muodostanut etäältä. Tämä tuotantojono voidaan lähettää suoraan panelointikoneeseen, joka voi kehittyneen IT-infrastruktuurin ja laitoksen hallintaohjelmiston ansiosta kutsua Night Trainista kyseisessä tuotantoerässä tarvittavia, puolivalmiita tuotteita sisältävän vaunun. Tämän jälkeen se käynnistää ohjelman robotilla, joka aloittaa niiden hallinnan odotetusti ja delegoi niitä taivutusautomaatille tai särmäyspuristimelle, jossa ne käsitellään ja sen jälkeen pinotaan.”
LASERLEIKKAUS SULKEE YMPYRÄN
SKA on aina ollut innovaation etulinjassa. Siksi ei ole yllättävää, että se on jo suunnitellut lisäkasvua, jonka ansiosta siitä tulee kaikilta osin älykäs valmistaja, joka täyttää Teollisuus 4.0 -aikakauden protokollan vaatimukset jo muutamassa vuodessa. ”Valmistelemme tätä jo sekä laitteisto- että ohjelmistotasolla koko tuotannon hallintaa varten”, Diego Pozzato sanoo. ”Tämä aiheen osalta haluaisin korostaa, että kaikki asennetut Prima Powerin järjestelmät ovat Teollisuus 4.0 -valmiita ja että aiomme yhdistää Night Trainiin laserleikkausjärjestelmän, kuten alussa mainittiin. Tällöin voisimme todella sulkea työmahdollisuuksien ympyrän, koska voisimme hallita myös epäsäännöllisiä ruostumattomasta teräksestä valmistettuja muotoja samalla tarkkuudella kuin SG – nämä epäsäännölliset muodot ulkoistetaan tällä hetkellä kumppaniyrityksille. Shear Genius on oikeastaan lävistyskone, johon on yhdistetty integroitu kulmaleikkauskone, ja se toimii parhaiten säännöllisen neliömäisten, puolivalmiiden tuotteiden tuotannossa. Varastoyksikkö on jatkossakin koko tuotantojärjestelmän ydin. Sen pohjalta seuraava Prima Power -tavoitteemme on pystyä käsittelemään ensin metallilevyjä Shear Geniusilla, tehdä kappaleisiin kaikki tarvittavat reiät ja taivutukset, lajitella ne sitten myöhemmin hankittavaan laserleikkausjärjestelmään, käyttää yhä Night Trainia puolivalmiita tuotteita varten ja leikata ja varastoida ne uudelleen ja lähettää ne sitten integroituun taivutussoluun. Tämän jälkeen ne viimeistellään yhdistämällä nämä kaksi teknistä menetelmää parhaalla mahdollisella tavalla. Olemme varmoja, että metallilevyjen työstöön tarkoitettujen koneidensa ja automaattisten ratkaisujensa runsaan valikoiman sekä osaamisensa ja kokemuksensa ansiosta Prima Power pystyy jälleen kerran toteuttamaan pyyntömme onnistuneesti ja täyttämään teknisen toimistomme odotukset täysin. Ja kuten aina, voimme odottaa, että se saa aikaan tehokasta synergiaa ja yhteistyötä teknisen toimistomme kanssa”.




Etsitkö vastaavaa ratkaisua yrityksellesi? Löydä se täältä

Varastoratkaisut
Night Train FMS®
JOUSTAVAT VALMISTUSJÄRJESTELMÄT
Johtava tekninen varastointiratkaisu automatisoituihin joustaviin valmistusjärjestelmiin

Lävistyksen ja kulmaleikkauksen yhdistävät koneet
Shear Genius EVO
LÄVISTYKSEN JA KULMALEIKKAUKSEN YHDISTÄVÄT KONEET
Yhdistetty lävistys ja leikkaus tehostaa tuotantoa

Taivutusrobottisolut
Taivutusrobottisolut
TAIVUTUSROBOTTISOLUT
Suorituskyvyn kokonaisvaltaista optimointia

Taivutusautomaatit
FBe Fast Bend
TAIVUTUSAUTOMAATIT
Vastaus moniin tarpeisiin: puoliautomaattinen taivutusratkaisu yksinkertaiseen ja joustavaan tuotantoon



